W gospodarstwach holenderskich używa się do wyrobu serów wymagających stosunkowo niskich temperatur (gouda, edam), zwykłych drewnianych kadzi o pojemności 200 do 500 l. Wprowadziłem je też do naszych serowni, w których wyrabiano sery słabo dogrzewane. W tym przypadku ogrzewa się część mleka na kuchni w kąpieli wodnej albo na ogrzewaczu Schmidta, gdzie się znajduje wytwarzacz pary.
Drewniane kadzie wymagają starannego mycia i odkażania. Ich udoskonaleniem jest podwójna kadź holenderska. W drewnianą wstawia się drugą stożkowatą kadź z pobielanej niezbyt cienkiej blachy. Między kadziami
wprowadza się gorącą wodę, jeżeli się ogrzewa, a zimną, jeżeli się chłodzi. Ogrzewa ona łagodnie i długo utrzymuje jednostajną temperaturę. Te kadzie nadają się również do kwaszenia i przeróbki mleka na twaróg, szczególnie jeśli naczynia wewnętrzne jest z aluminium. Łatwo je wynosić po pracy na słońce, oraz ustawiać w dowolnym miejscu podczas pracy.
Rysunek przedstawia naczynie z pobielanej blachy o pojemności 80 do 120 l używane w serowniach francuskich, w których są wyrabiane miękkie sery, jak camembert i coulommiers. Mleko ogrzewa się w kąpieli wodnej lub za pomocą osobnych ogrzewaczy.
stągiew na camembert
W tych stożkowatych stągwiach zaprawia się mleko podpuszczką, a gdy skrzep jest gotowy, stągwie przewozi się na niskich wózkach o kółkach ruchomych we właściwym kierunku. Celowość oraz praktyczność uwydatni się tym bardziej, gdy zwrócimy uwagę na to, że kilka lub kilkanaście osób — a każda z innej stągwi i w coraz to innym miejscu — równocześnie czerpie skrzep i napełnia nim tysiące drobnych form. Pracownik w miarę napełniania form posuwa się wciąż naprzód wraz z zapasem skrzepu.
Zawartość każdej stągwi trzeba osobno zaprawić podpuszczką.
Chcąc przerabiać znaczne ilości mleka na sery wymagające zawiłej obróbki i jednolitości masy serowej używa się metalowych kotłów lub wanien amerykańskich, ogrzewanych bądź to bezpośrednio nad ogniskiem, bądź też parą lub gorącą wodą.
Kotły serowarskie wyrabia się najczęściej z blachy miedzianej, rzadziej ze stali nierdzewnej, blachy żelaznej lub glinowej. Miedź jest dobrym materiałem dla swej trwałości, dobrego przewodnictwa ciepła i wytrzymałości tak na bezpośrednie działanie ognia, jak też na ciśnienie pary.
Miedź i żelazo pobiela się zwykle cyną, aby uniknąć szkodliwych związków tych metali z kwasami, zwłaszcza gdy wyrabia się sery miękkie i twarogowe. W pierwszym przypadku źrała mleko pozostaje długo w kotle i ulega dalszemu skwaśnieniu, w drugim zaś kwas mlekowy od razu łączy się z miedzią lub żelazem. Miedzianych, niepobielanych kotłów używa się jedynie przy wyrobie niektórych gatunków serów twardych, więc przy zastosowaniu wysokiej temperatury, kiedy część mleka przypala się i przywiera do blachy tak silnie, że trzeba ją usuwać za pomocą stalowego pancerza lub szorowania wiechciami i miałkim piaskiem. Wtedy cynowa powłoka wnet by się zdarła. Czyszczenie niepobielanych kotłów wymaga szczególnej staranności. Trzeba je szorować aż do połysku póki są ciepłe, gdyż zimne i mokre szybko śniedzieją. Do pobielania należy używać czystej cyny. Domieszka ołowiu jest bardzo szkodliwa dla zdrowia ludzkiego.
Kotły lub wanny glinowe, jako odporne na kwasy, nadaje się przy przeróbce kwaśnego mleka na sery twarogowe. W obchodzeniu się z glinem (aluminium) trzeba pamiętać o tym, że nie znosi on ługów ani też bezpośredniego zetknięcia się z innymi metalami, np. żelazem, gdyż wtedy wskutek elektrolizy następuje skorodowanie glinu. Gdzie glin styka się z żelazem, tam trzeba dać izolację z gumy, pasków tkaniny napawanej smołą lub żywicą. Nie powinien on stykać się również z cementem (betonem). Kotły z nierdzewnej stali służące do wyrobu serów podpuszczkowych są o tyle niewygodne w użyciu, że do ich ścian przywiera skrzep w podobny sposób jak do szkła.
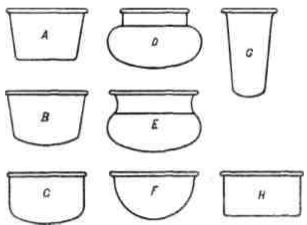
Kształt kotłów serowarskich nie zawsze jest celowy i często spotyka się kształty wynikłe z upodobania danego narodu.
Rysunek. Kształty kotłów i kadzi: A — kadź holenderska;
B, C i E — pokrój szwajcarski,
D — pokrój francuski,
F-pokrój algauski,
G-pokrój włoski,
H — wanna amerykańska,
Na rysunku są przedstawione kotły różnego kształtu.
Kotły włoskiego typu ułatwiają przeróbkę mniejszych i większych ilości mleka, nadto dobrze skupiają gotową do wyjęcia masę serową.
Pojemność kotłów wynosi 200 do 1500 l, a pojemność kadzi amerykańskich do kilku tysięcy litrów. Średnica okrągłych kotłów nie powinna przekraczać 1,60 m, gdyż serowar nie mógłby dosięgnąć i należycie obrobić zawartości koła.
Przenośnych kotłów ogrzewanych na wolnym ogniu używa się w górach ze względu na warunki przewozowe. Kocioł można nasuwać na ogień (tatrzańska watra) i odeń odsuwać za pomocą ruchomej szubieniczki. Watrę umieszcza się w szałasie na kilku płaskich kamieniach. Dym uchodzi pułapem. To pierwotne urządzenie jest jeszcze obecnie dość rozpowszechnione w górach. Z biegiem czasu doznało ono rozmaitych udoskonaleń głównie dotyczących odprowadzania dymu kominem i otulania kotła obmurowaniem lub blaszaną osłoną w celu wydatniejszego wykorzystania ciepła i ochrony serowara od ognia.
Kotły służące do ogrzewania mleka parą są zwykle w ten sposób urządzone, że mieszczą się w mocnej drewnianej kadzi. Do przestrzeni między obu naczyniami wprowadza się parę, którą równomiernie rozdziela dziurkowana rura zgięta wężowato lub w kabłąk. Wężownicę powinno się umieścić nieco powyżej dna, a dziurki tak skierować, aby para nie uderzana bezpośrednio w metalowy kocioł, lecz po jego bokach w górę. Wylot znajduje się w poziomie dna naczynia.
Do ogrzewania znacznych ilości mleka i do wysokiej temperatury używa się kotłów wytrzymujących ciśnienie do 4 atmosfer. Mają one wentyl redukcyjny, zawór bezpieczeństwa, manometr i naczynie kondensacyjne.
Używane dawniej kotły stałe z ruchomym paleniskiem obecnie zanikają. Zamiast nich używa się kotłów z otuliną w postaci mocnej, drewnianej kadzi lub beczki wzmocnionej silnymi obręczami.
Takie kotły miedziane o pojemności 800 do 1200 l powinny odpowiadać następującym warunkom: powinny być zrobione z miedzi francuskiej pobielanej czystą cyną o grubości blachy dna 5 do 6 mm, boku 3 do 4 mm. Brzeg kotła powinien być wzmocniony kryzą szeroką na 70 mm, zawiniętą na żelazny pierścień o grubości 8 mm, szerokości 70 mm. Zawinięcie blachy naokoło kryzy powinno sięgać od spodu do 20 mm.




")

")




")